Jak správně pájet páječkou
Pájení je oblíbené při montáži různých elektrických a rádiových zařízení. Zajišťuje elektricky vodivé spoje měděných drátů a jiných měděných výrobků mezi sebou, se součástmi elektrických obvodů a jinými kovovými částmi vyrobenými z čisté mědi a slitin mědi, jakož i s pájkou hliníku. Pájení je jednoduché, velmi flexibilní a umožňuje nízký přechodový odpor spojovaných součástek.
Podstatou technologie pájení je zahřátí kontaktní zóny a její následné naplnění tekutou kovovou nízkotavnou pájkou. Po ochlazení tavenina poskytuje elektrický kontakt. Před pájením vodičů je obvykle nutné dodatečné opracování spojovaných ploch (nejčastěji tzv. pocínování vodičů), které zaručí dlouhodobou stabilitu.
Při absenci vibrací a rázového zatížení u malých dílů je dosaženo dobré pevnosti spojení. Ve všech ostatních případech pájejte s dodatečnou fixací.
Co můžete potřebovat k pájení?
Pájení vyžaduje zdroj tepla. Pájet můžete pomocí otevřeného plamene, elektrické cívky nebo laserového paprsku. Laserový paprsek umožňuje pájet i čistý kov. Doma se používá převážně elektrická páječka. Je určen pro:
- instalace a opravy různých elektronických obvodů;
- projektování a opravy elektrických zařízení;
- pocínování vrstvy pájky na různých kovových výrobcích.
Páječka
Páje se ruční páječkou, která se používá pro:
- zahřívání připojených součástí;
- zahřívání pájky, dokud se nepřemění v kapalný stav;
- nanášení tekuté pájky na spojované prvky.
Páječka znázorněná na obrázku 1 obsahuje:

- spirálový ohřívač vyrobený z nichromového drátu izolovaného slídovým filmem nebo skelným vláknem;
- měděný hrot, který se nachází uvnitř spirály;
- plastová nebo dřevěná rukojeť;
- pouzdro pro umístění hrotu páječky a cívky.
Připojení k elektrické síti je provedeno kabelem o délce cca 1 m, který vyúsťuje ze zadní části rukojeti přes omezovač poloměru ohybu.
Dřevěná nebo plastová rukojeť má tvar jednoduchého pera. Elektronické obvody se pájejí pomocí nízkopříkonových výrobků vybavených pistolovými rukojeťmi se spouštěcím tlačítkem pro rychlé zahřátí hrotu. Jedna z verzí takového nástroje je znázorněna na obrázku 2.

Domácí páječky jsou určeny pro připojení k síťovému napětí 12 a 220 V.
Páječky na 220 V musí být z důvodů elektrické bezpečnosti vybaveny 3kolíkovou zástrčkou, která zajišťuje spolehlivé uzemnění. Pro 12voltové zařízení stačí jednoduchá 2kolíková plochá zástrčka.
Pájka
Jsou pájeny pájkou – je možná slitina cínu a olova; Pájka přichází ve formě trubky nebo drátu různých průměrů. Trubicová pájka je uvnitř naplněna kalafunou; pájení s ní je pohodlnější.
Pro snížení nákladů se do slitiny přidává olovo. Jeho konkrétní obsah se liší, což se přímo odráží na značce. Například POS-61 (velmi populární terciární) znamená:
- P – pájka;
- OS – cín-olovo;
- 61 – s obsahem cínu 61 procent.
V každodenním životě se pájejí slitinami se sníženým obsahem cínu, je vhodné pocínovat nádobí pomocí POS-90.
Navíc je lze pájet měkkými a tvrdými pájkami. Měkké kompozice mají bod tání nižší než 450, ostatní jsou klasifikovány jako tvrdé. Teplota tání pájky POS-61 je 190 – 192 °C. Kvůli obtížím s ohřevem se vysokoteplotní pájení pomocí tvrdých pájek neprovádí elektrickým nářadím.
Hliník je pájen pomocí kompozic s přídavkem nízkotavitelných kovů: hliníku a kadmia. Kvůli zvýšené toxicitě s nimi lze pájet pouze v případě, že neexistuje žádná alternativa.
Flux
Pájení musí být provedeno pomocí tavidla, pomocné součásti, která poskytuje:
- rozpouštění oxidových filmů na povrchu spojovaných dílů;
- dobrá přilnavost pájecí slitiny k nim;
- zlepšení podmínek pro šíření slitiny po povrchu v tenké vrstvě.
Obvykle se k tomuto účelu používá kalafuna, stejně jako směsi na bázi její směsi s alkoholem, glycerinem a zinkem. Kalafuna má bod měknutí mírně nad 50 °C, varu dosahuje při 200 °C. Chemicky je kalafuna poměrně agresivní vůči kovům a hygroskopická, po nasycení vlhkostí rychle zvyšuje vodivost. V závislosti na přísadách a jejich koncentraci vykazuje vlastnosti neutrálních nebo aktivních tavidlů.

Kalafunové tavidlo se prodává ve formě prášku, kusů nebo roztoku kalafuny.
Stříbro, nerezová ocel a některé další kovy lze pájet pouze pomocí speciálních tavidel (známých jako kyselá tavidla nebo pájecí kyseliny).
Někteří instalatéři, kteří pájejí dráty, pro zlepšení kvality služby provádějí předehřívání na tabletě aspirinu, jejíž páry působí jako tavidlo.
Pájecí pasty
Pájecí pasta je směs pájky a tavidla. Používá se pro pájení na těžko dostupných místech a také při instalaci bezolovnatých elektronických prvků. Kompozice se aplikuje na komponent, který se pak jednoduše zahřeje žihadlem.
Můžete si vyrobit vlastní těstoviny. K tomu se cínové piliny smíchají s tekutým tavidlem na gelovitou konzistenci. Pasta je skladována ve vzduchotěsné nádobě, skladovatelnost v důsledku oxidace cínu nepřesahuje šest měsíců.
Stojan na páječku
Pájení se provádí hrotem zahřátým na vysokou teplotu, takže během přestávek se nástroj nechává na stojanu. U výkonných páječek se vyrábí se dvěma podpěrami: zadní pro rukojeť, přední pro tělo. Podpěry jsou namontovány na překližkové základně, která se používá k:
- instalace krabice kalafuny;
- uložení pájecího drátu (příklad je znázorněn na obrázku 3);
- čištění hrotu.
Obrázek 3 ukazuje, že stojan nevyžaduje vzácné materiály a lze jej vyrobit ručně.

U zařízení s nízkým výkonem se často používá kuželovitý držák (běžný nebo spirálový, který je také znázorněn na obrázku 3), do kterého se nástroj zasouvá hrotem.
Starší modely stojanů jsou vybaveny regulátorem provozní teploty, LCD displejem pro indikaci teploty hrotu, obrázek 4. Takový pájecí nástroj se často nazývá pájecí stanice.

Braid pro odstranění pájky
Pájí se opletem v případech, kdy je nutné při demontáži dílů odstranit pájku z desky plošných spojů. Je to hustá síť z tenkých měděných drátů potažených tavidlem.
Princip činnosti je založen na povrchovém efektu: síťka „absorbuje“ pájku natavenou na desce plošných spojů působením kapilárních sil.
Šířka opletení je obvykle asi 5 mm, dodává se v rolích v pouzdře o průměru přibližně 5 cm.
Vnější oplet starého flexibilního koaxiálního kabelu může plnit funkci odpájení.
bezpečnostní opatření
Dodržování bezpečnostních opatření:
- pomáhá chránit před tepelnými popáleninami;
- zabraňuje požáru;
- chrání před úrazem elektrickým proudem.
Než začnete pájet, měli byste se ujistit, že napájecí kabel správně funguje. Bodnutí by se nemělo dotýkat otěží nebo jiných předmětů. Pájka musí být vždy umístěna na stojanu. Je zakázáno dotýkat se jeho těla, nástroj můžete vzít pouze za rukojeť.
Trénink
Pracoviště
Pájení se vždy provádí za normálního obecného osvětlení (ne horšího než 500 luxů, pokud je nutné vytvořit pohodlnější podmínky, používá se místní zdroj osvětlení).
Mělo by být zajištěno dobré větrání. Nejlepších výsledků dosáhne digestoř v nepřítomnosti, pájení přerušovaně pro větrání místnosti od výparů kalafuny (každou hodinu při intenzivní práci).
Výběr páječky podle síly
Pájejte pomocí páječek různé síly. Obvykle se předpokládá, že:
- nízkopříkonové páječky (20 – 50 W) jsou vhodné pro práci s elektronikou a umožňují pájet tenké dráty;
- K pájení vrstev mědi o tloušťce maximálně 100 mm se používá 1wattový nástroj;
- 200 W nebo více umožňuje pájet tak masivní díly, které zpočátku vyžadují použití výkonných páječek.
Výkon zařízení lze vizuálně snadno posoudit: 50wattová páječka se ukáže být o něco větší než plnicí pero, zatímco 200wattová páječka má celkovou délku přibližně 35-40 cm.
Páječka do práce
Před prvním použitím odstraňte z pouzdra veškeré zbývající tovární mazivo. Jejich vyhoření vede ke vzniku kouře a nepříjemného zápachu. Pájka se proto zapíná prodlužovacím kabelem a vystavuje se venku oknem na čtvrt hodiny.
Poté se hrot páječky kuje kladivem: zhutnění mědi zvyšuje životnost. Hrot žihadla má tvar:

- pod úhlem nebo na řezu – pro práci s hroty (příklad je znázorněn na obrázku 5);
- ve tvaru nože – s takovým bodnutím je současně připájeno několik kontaktů (typické pro mikroobvody);
- speciální – používají se k pájení některých typů rádiových součástek.
Než začnete pájet, měli byste vyčistit hrot od oxidového filmu. Tento postup se provádí jemnozrnným brusným papírem nebo sametovým pilníkem a také chemicky: ponořením do kalafuny. Očištěný hrot se pocínuje pájkou.
V případě potřeby můžete na místě pájet výkonnou páječkou. K tomu je na jeho hrot navinut měděný drát o průměru 0,5 – 1 mm, jehož volný konec využívá k ohřevu pájky.
Díly k pájení
Pájí se vždy v několika fázích. Nejprve připravte povrch kovového vodiče:
- odstranění oxidového filmu s následným odmaštěním;
- cínování (nanesení vrstvy cínu na kontaktní plochy).
Poté můžete díly spojit.
Použité vodiče musí být odizolovány.
Oxidový film se odstraní pilníkem, brusným papírem nebo čepelí nože. V případě ohebných drátů se zpracovává každý drát.
Izolace smaltovaného drátu se odstraní tažením po povrchu PVC trubičky, ke které se přitlačí vyhřívanou špičkou.
Známkou připravenosti je rovnoměrně lesklý povrch bez zbytkového oxidového filmu.
Vždy pájí s odmašťováním, tzn. otřete povrch hadříkem nepouštějícím vlákna nebo ubrouskem navlhčeným v acetonu nebo lakovém benzínu.
Nové dráty nemají oxidový film. Servis se provádí ihned po odstranění izolace.
Měděný vodič je nutné po zahřátí pocínovat pomocí tavidla, pájka by měla pokrýt povrch kovu tenkou vrstvou. Pokud jsou uzly, nedoporučuje se pájet drát svisle, procházející páječkou shora dolů. Přebytečná roztavená pájka teče na hrot.
Pokud je nutné pájet hliník, pak se postupy odizolování a údržby kombinují. Chcete-li to provést, vložte drát potažený kalafunou do smirkového papíru, zahřívejte jej při otáčení.
Kvalita některých druhů tavidel se při dlouhodobém skladování a také vlivem vzdušné vlhkosti snižuje. Proto jsou taková tavidla pájena s dodatečnou kontrolou trvanlivosti.
Technika pájení drátů krok za krokem
Pájení drátů se provádí v následujícím pořadí:

- Odstraňte izolaci v délce 3-5 cm (u vodičů většího průměru je délka odstraněného úseku delší).
- V případě potřeby očistěte a odmastěte připojené vodiče.
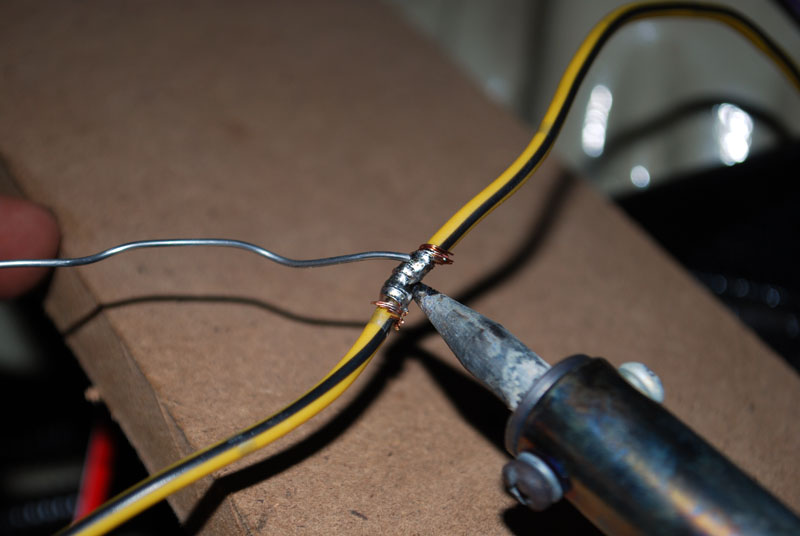
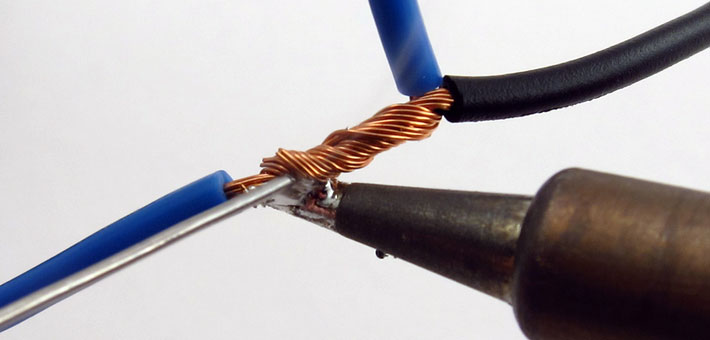
- Vytvořte pevné kroucení drátů.
- Výsledný spoj ošetřete tavidlem.
- Naneste pájku na hrot a připájejte zkroucený bod, pokračujte v zahřívání, dokud se pájka zcela nerozteče; v případě potřeby postup několikrát opakujte. Pájka by měla vyplnit všechny dutiny spoje, jak je znázorněno na obrázku 6.
- Výsledný spoj je izolován.
Pájení hliníkových drátů mezi sebou, stejně jako s měděnými dráty, nemá žádné zásadní rozdíly, s výjimkou složitějšího postupu údržby.
Metoda krok za krokem pro pájení rádiových součástek na desku
Rádiové komponenty a tovární desky s plošnými spoji mají obvykle vodiče a proudové cesty, které jsou potaženy cínem. Lze je pájet bez předběžného pocínování. Desky lze pocínovat, pouze pokud si je vyrobíte sami.
Postup pájení zahrnuje následující kroky:

- Pomocí pinzety ohněte vývody v požadovaném úhlu a poté je vložte do otvorů v desce.
- Upevněte díl pomocí pinzety.
- Pájka se nanese na hrot, ponoří do kalafuny a umístí se do místa, kde se vývod připojuje k desce, jak je znázorněno na obrázku 7. Po zahřátí povrchů pájka teče na vodivé kolejnice desky, vývod prvku a kontakty mikroobvodu a rovnoměrně se po nich rozprostírá působením sil povrchového napětí.
- Díl je držen v požadované poloze pomocí pinzety, dokud pájka neztvrdne.
- Po dokončení pájení nezapomeňte desku omýt alkoholem a/nebo acetonem.
- Kromě toho monitorují nepřítomnost zkratů součástí desky způsobených kapkami pájky.
Pro lepší fixaci je vhodné nabrousit čelisti pinzety nebo použít speciální nástroj typu znázorněného na obrázku 8.
Přebytečné vývody se odstraňují bočními štípačkami.

Na znovu použitých deskách se montážní otvory očistí od zbytků pájky dřevěným párátkem.
Při práci je vhodné dodržovat následující pravidla:
- hrot je orientován rovnoběžně s rovinou desky;
- z důvodu nebezpečí přehřátí rádiových komponent a také odlupování proudových cest v důsledku přehřátí jsou desky pájeny ne déle než 2 sekundy;
- Před nanesením pájky by měl být hrot očištěn od oxidů.
Možné problémy s pájením
Pokud máte určitou rychle získanou dovednost, pájení zajišťuje dobrý kontakt. Několik problémů lze snadno vizuálně identifikovat. Patří sem:
- slabé zahřívání připojených součástí nebo t. zv. pájení za studena – pájka získává charakteristickou matnou barvu, mechanická pevnost kontaktu klesá, rychle se zhroutí;
- přehřívání součástek – pájka vůbec nepokrývá plochy, tzn. neexistuje prakticky žádné spojení;
- pohyb spojovaných součástek až do úplného ztuhnutí pájky – viditelný ostrý zlom ve filmu vytvrzené pájky, není spojení.
Odstranění těchto vad se provádí přepájením.
Závěr
Pájené spoje poskytují vysokou kvalitu v kombinaci s vyrobitelností. Postup je snadno implementovatelný (pájet se můžete naučit za pár hodin), ale musíte pečlivě provést několik po sobě jdoucích operací, pečlivě dodržovat provozní technologii.
Pájet správně můžete pouze tehdy, když máte správný nástroj.
Možné problémy při pájení Pájejte vždy v přísném dodržování bezpečnostních předpisů.
V případě poškození vodičů různých domácích spotřebičů, rozbitých kontaktů v zásuvkách a při opravách desek s elektrickými obvody je nejspolehlivějším způsobem připojení kovových částí a vodičů pájení, které se provádí doma pomocí páječky. Tento článek bude diskutovat o tom, jak správně pájet s páječkou. Je třeba mít na paměti, že pomocí páječky je obtížné spojovat (pájet) velké díly, protože kvůli velkému chladiči je velmi problematické je zahřát na teplotu rovnou bodu tání pájky. Páječku lze také použít pouze s měkkými pájkami, které jsou nízkotavitelné, jinak budete muset použít jiné způsoby spojování výrobků. Podle způsobu ohřevu se všechny páječky dělí na domácí, které obsahují spirálové nebo keramické topné těleso a jsou napájeny ze sítě, plynové, vybavené plynovým hořákem, indukční a horkovzdušné. V každodenním životě je oprávněné používat standardní typy páječek, které jsou elektrické.

Příprava páječky k použití
Jako každé jiné elektrické zařízení jsou všechny typy „domácích“ páječek rozděleny do typů v závislosti na napětí elektrické sítě. Standardní spotřebiče fungují z běžné domácí zásuvky a jsou napájeny jednofázovým napětím 220V (230/50) AC. Existují také možnosti pracující na třífázový proud s napětím 380 V a nízkonapěťové páječky pro 12 V. Nejnovější modely se zpravidla používají v podmínkách zvýšeného nebezpečí, protože jejich použití v každodenním životě je neopodstatněné; připojení vyžaduje použití snižovacího transformátoru a také mají malý výkon a doba ohřevu hlavního prvku je příliš dlouhá. Pro úspěšný výsledek je tedy vybrán model se standardním napětím 230/50V. Kromě provozního napětí je jedním z hlavních důležitých parametrů tohoto elektrospotřebiče výkon.
Jak vybrat správný výkon páječky
- Pro pájení elektronických součástek, desek plošných spojů a mikroobvodů stačí výkon 40-60 W;
- Pro pájené díly do tloušťky 1 mm je použitý výkon 80-100 W, což je ideální pro pájení drátů;
- Pro pájení dílů s tloušťkou stěny do 2 mm se používají páječky s výkonem 100 W a více. Doma se tento typ zpravidla nepoužívá, protože výkonné páječky mají svou vlastní specifickou oblast použití – pájení velkých dílů, radiátorů a podobně;
Pro domácí použití stačí mít dva typy páječek – nízký a střední výkon, které pomohou pájet všechny díly požadované v domě.
První zapnutí – páječka vždy kouří
Při prvním zapnutí nově zakoupené nové páječky začne kouřit a vydávat extrémně nepříjemný zápach. Je to zcela normální jev, protože všichni výrobci nanášejí na hrot speciální olej, aby se zabránilo tvorbě koroze a citlivosti na změny teploty. Díky tomu může být nástroj dlouhodobě skladován ve skladu při vysoké vlhkosti a náhlých změnách teploty. Po vyhoření oleje zmizí kouř a nepříjemný zápach.
Jak naostřit hrot páječky

Po prvním zapnutí, kdy nanesený olej zcela vyhoří, je potřeba páječku vypnout, nechat chvíli vychladnout na pokojovou teplotu a začít brousit hrot.
Samotný hrot páječky je vyroben ve formě válcové tyče z červené mědi, která je díky své vysoké tepelné vodivosti zahřívána pomocí nichromové spirálky na teplotu rovnou bodu tání pájky. Špička je na jedné straně zajištěna fixačním upínacím šroubem a na druhé straně má klínovitý tvar, který je typický pro drahé modely. Více možností rozpočtu nemá ostření jako takové, musíte to udělat sami.
K ostření můžete použít buď obyčejné kladivo, pilník nebo smirkový papír.
Brouší se pouze samotný hrot hrotu, který se odstraní povolením montážního šroubu. Pokud je design páječky neoddělitelný, budete muset jednat velmi opatrně, abyste nepoškodili samotné tělo
Tvar hrotu bude záviset na typu práce, která má být provedena, a může být buď klínový, nebo ve formě špachtle nebo tužky. Je také vhodné mít svěrák (při ostření pilníkem nebo smirkem), ve kterém je hrot před zpracováním pevně upevněn.
Jak je uvedeno výše, v závislosti na typu požadované práce se hrot brousí následovně:
- Ostření ve formě plochého šroubováku nebo pomocí úkosu pouze na jedné straně (úhlové ostření). Tento typ se používá při pájení poměrně velkých dílů, protože plocha kontaktu mezi hrotem a samotným výrobkem se zvětšuje. Podobný tvar lze snadno docílit kladivem, nebo můžete konec zapilovat, nejlépe zabrousit pod úhlem 30-40 stupňů a vytvořit klín. Výsledná ostrá hrana je rovněž zabroušena do roviny široké asi 1 mm. Často nastává situace, kdy je hrot páječky, který byl právě zakoupen, již podobným způsobem nabroušen, ale zároveň je pokryt vrstvou tzv. patiny – nazelenalého oxidu kyslíku a mědi. V tomto případě se odstraní pilníkem nebo jemnozrnným brusným papírem;
- Ostření ve formě kužele (pyramida, což je mnohem jednodušší). Jehlan lze získat také pomocí pilníku a všechny čtyři vytvořené hrany by měly být identické, s šířkou hrany přibližně 2-3 mm. Tento typ zpracování je vhodný pro pájení tenkých drátů a malých dílů, protože v tomto případě je mnohem snazší řídit množství ohřevu. V takových případech někteří řemeslníci jednoduše udělají malý řez na okraji hrotu, což jim umožňuje pájet nebo odpájet požadovaný prvek jedním dotykem;
- Ostření je ve formě kužele (pyramidy), ale hrot hrotu je potřeba otupovat, což je perfektní pro pájení silnějších drátů;
Po nabroušení hrotu je nutné jej co nejrychleji pocínovat, což zabrání oxidaci mědi na vzduchu. V opačném případě bude nutné přeostření.
Jak pocínovat páječku

Pocínování hrotu páječky se provádí pomocí tenké vrstvy pájky, konkrétně cínu. Tento postup zabrání korozi a výrazně prodlouží její životnost.
Existují dva hlavní způsoby pocínování hrotu:
- Připojte páječku k elektrické síti a počkejte, až se zahřeje. V této situaci je důležité nepřehřívat páječku, jinak se hrot jednoduše spálí. Když se měď zahřeje do oranžově načervenalé barvy, je třeba hrot opřít o kousek kalafuny nebo pryskyřice. Kalafuna začne silně kouřit, to je normální. Postup by měl být prováděn, dokud není celý hrot pokrytý kalafunou, poté se přidá malý kousek pájky, který by se měl rozložit po celém povrchu. V tomto případě je možné otírat hrot o dřevěné prkno, což podporuje lepší rozložení pájky;
- Připojte páječku k elektrické síti a počkejte, až se zahřeje. Poté otřete nahřátý hrot hadříkem namočeným v roztoku chloridu zinečnatého, poté na hrot natavte kousek pájky a potřete kouskem kuchyňské soli nebo čpavku.
V prvním i druhém případě musí být celý povrch hrotu pokryt vrstvou pájky. Tento postup bude nutné čas od času podle potřeby opakovat.
Jak používat páječku

Jak bylo uvedeno výše, k provádění téměř všech typů pájecích prací doma stačí mít pár páječek různého výkonu, i když někteří dávají přednost nákupu zařízení s vestavěným regulátorem nebo použití pájecí stanice.
Abychom měli představu o tom, jak správně pájet páječkou, je nutné pochopit technologii samotného procesu.
Páječka se v každodenním životě obvykle používá k pájení nebo odpájení drátů nebo malých rádiových součástek. Při provádění pájení musíte přísně dodržovat určitou posloupnost akcí. Sebe technologie pájení je následující:
- Pečlivě připravte všechny díly pro zamýšlené pájení;
- Ošetřete díly tavidlem a pocínováním;
- Zahřejte části, které je třeba pájet, na požadovanou teplotu;
- Ošetřete díly v místě pájení pájkou;
Při pečlivém dodržení výše uvedených bodů bude pájení dokončeno. Při správném provedení má oblast pájení jasný lesk a požadované produkty jsou bezpečně připojeny. Pokud se nanesená pájka zdá matná, je nutné proces zopakovat, protože teplota ohřevu během pájení nebyla dostatečně vysoká. V takovém případě bude spojovací bod extrémně křehký a nebude zde žádný elektrický kontakt.
Pokud je teplota ohřevu příliš vysoká, bude pájená oblast vypadat spálená, což také naznačuje, že samotný proces nebyl proveden správně. Z hlediska elektrické vodivosti má takové spojení právo na existenci, díly budou bezpečně upevněny, ale například v případě pájení kabeláže je vhodné tento proces opakovat znovu při požadované teplotě.
Jak se připravit na pájení
V závislosti na tom, jaký typ práce je třeba provést, se pro tento proces provádějí určité přípravy.
K pájení vodičů je v první řadě nutné očistit potřebné konce od stávající izolace a důkladně je očistit. Pro pájení napájecích vodičů by měla být exponovaná oblast dlouhá asi 10-15 centimetrů pro malé, bude stačit 7-10 milimetrů.

Izolace se snadno odstraní nožem, po kterém je třeba pečlivě zkontrolovat obnažený drát.
Pokud existuje lakový povlak nebo oxidový film, je třeba je odstranit, což lze provést několika způsoby:
- Mechanicky, což je vhodné pouze pro jednožilové dráty velkého průměru. Pomocí jemnozrnného brusného papíru jsou holé konce drátů pečlivě očištěny do jasného lesku. Je extrémně nežádoucí používat tuto metodu pro tenké lankové dráty, protože v tomto případě existuje vysoká pravděpodobnost jejich zlomení;
- Chemicky. Oxidový film lze snadno odstranit alkoholovými roztoky nebo rozpouštědly. Co se týče lakování, v tomto případě se používají běžné tablety aspirinu, na které se položí odkrytá část drátu a společně se zahřejí páječkou. Při této metodě zpracování se objevuje nepříjemný zápach, takže veškerá práce musí být prováděna v dobře větraném prostoru;
Pokud jsou vodiče uvnitř izolace potaženy lakem nebo emailem, můžete přímo během samotného procesu použít speciální „tavidlo pro pájení lakovaných drátů“. Jedinou výhradou je, že po dokončení pájení je nutné jej opatrně odstranit hadříkem, aby se v budoucnu zabránilo zničení samotného drátu.
Při pájení drátů na jakýkoli kovový povrch se příprava na proces provádí podobným způsobem – oblast se očistí jemnozrnným brusným papírem do kovového lesku, poté se povrch ošetří roztokem alkoholu nebo rozpouštědlem, aby se odstranily mastné usazeniny . Po všech těchto přípravách jsou díly připraveny k přímému pájení.
Zpracování dílů pomocí tavidla nebo pocínování.
Aby byl zajištěn kvalitní kontakt dílů při pájení, musí být předem upraveny tavidlem nebo pocínovány. Zpravidla se volí jedna z metod, protože dávají stejné výsledky.
Ošetření cínováním
Předpokladem úspěšného pájení je pocínování drátů a povrchů. Stejně jako při pocínování hrotu páječky je potřeba připravit pájku a kousek kalafuny. Zahřátá páječka taví kalafunu, načež se na ni položí holý kus drátu.

Poté pokračuje zahřívání drátu v roztavené kalafuně a musí se periodicky otáčet. Po pokrytí celého holého konce kalafunou se na hrot páječky nabere malé množství pájky (cínu) a vede se podél holého drátu (předtím vyjmutého z kalafuny), který se také otočí pro kompletní aplikaci.

Celý holý konec drátu musí být zcela pokryt pájkou, například odizolované měděné konce se po zpracování stanou stříbrnými.
Zpracování tavidlem
Stejně jako pocínování je tavidlo povinné. Z obalu se tavidlo sbírá štětcem a nanáší se na odkrytou část drátu, v tomto okamžiku lze zpracování považovat za dokončené.
Nuance použití takového spotřebního materiálu, kterým je slitina kovů, spočívá v tom, že je nutné pokaždé individuálně zvolit požadovaný typ tavidla v závislosti na typu pájených materiálů, teplotě pájení, teplotě tavidla. pevnost materiálů a také odolnost vůči korozi.
Zpravidla se používají následující hlavní typy tavidel:
- LTI-120, borax – pro hliníkové a měděné dráty;
- POS-50, POS-60, POS-4 – používá se pro pájení mědi;
- P-250A, TsA-15, TsO-12 – používá se pro pájení hliníku;
Všechna tavidla mají tekutý základ, k jehož výběru je třeba přistupovat se zvláštní opatrností. Například pro pájení desek plošných spojů nelze použít tavidla na bázi kyseliny, která mohou poškodit celistvost izolace a způsobit korozi. V tomto případě jsou formulace vody nebo alkoholu perfektní.

Pro pájení drátů na kovovou část se však hodí kyselé tavidlo „Soldering Acid“, které lze zakoupit ve specializovaných prodejnách.
Zahřívání oblasti pájení
Aby bylo možné určit stupeň ohřevu pájené oblasti, existují dvě hlavní metody. Při použití pájecí stanice musíte dodržovat následující pravidla:
- Je nutné porovnat teplotu tavení pájky s teplotou pájeného místa a ta by měla být vyšší než asi 40-80 °C;
- Je nutné porovnat teplotu pájených dílů s teplotou hrotu páječky. Ten by měl být také o 20-40C vyšší;
Na stanici je tedy nutné ručně nastavit teplotu, která bude o 60-120C vyšší než teplota tavení pájky.
Při použití klasické páječky použijte špičku hrotu k zahřátí kalafuny nebo tavidla, dokud se nezačne vařit a uvolňovat páru, ale v žádném případě to nevede ke spalování. Když zvednete páječku, zbývající kalafuna nadále visí na hrotu ve velkých kapkách.
Přidání pájky
Po zahřátí pájecí oblasti se do ní přidá potřebná pájka.
Pokud potřebujete připájet dva malé drátky, nanáší se na hrot páječky ve velmi malém množství v roztavené formě. Hrot páječky se spustí do tvrdé pájky a drží se tam, dokud se nezačne tavit, načež se do oblasti pájení přidá velmi malé množství (hrot hrotu by měl být jen bílý, přebytek je třeba setřást) .
Při pájení prvků dostatečně velkých rozměrů je dovoleno nanést pájku v pevné formě (drátem) přímo do vlastní zóny a následně ji na konkrétním místě roztavit páječkou.
V tomto případě, když jsou vystaveny vysoké teplotě, kalafuna nebo tavidlo se začnou odpařovat a roztavená pájka zaujme jejich místo a poskytne spolehlivé spojení. Je však vhodné odstranit přebytečnou pájku, což je zvláště důležité při pájení elektronických desek.
Tipy pro správnou práci s páječkou
Jak bylo uvedeno výše, dodržení všech výše uvedených bodů zaručuje správné a kvalitní pájení všech prvků.
Povinné čištění povrchů, cínování nebo tavidlo, zahřívání pájecí plochy, stejně jako přidání potřebného množství pájky zajistí pevné spojení požadovaných dílů. Všechny tyto znalosti přicházejí se zkušenostmi, takže proces pájení půjde „hladce“ až po opakovaných aplikacích a školení.
Jak se naučit pájet s páječkou
Aby v tomto oboru získali potřebné zkušenosti a rozuměli jak správně pájet dráty, můžete si procvičit pájení jednožilových vodičů středního průměru, k tomuto účelu se dobře hodí například instalační vodiče; Po rozřezání na malé kousky je třeba připájet dva holé konce. Jako obvykle se před pájením musí odizolované konce ošetřit pocínováním nebo tavidlem, poté je lze pro trvanlivější spojení stočit dohromady.
Po získání potřebných zkušeností s pájením jednožilových drátů můžete bezpečně přejít na vícežilové dráty, ale pro kroucení by bylo vhodnější použít kleště.
Abyste mohli vyhodnotit výsledek získané práce, musíte věnovat pozornost následujícím parametrům místa pájení:
- Pájená oblast by měla mít jasný lesk;
- Je nepřijatelné mít přebytečnou pájku v místě, kde jsou pájeny dráty;
- Vodiče musí být bezpečně připevněny k sobě a nesmí být citlivé na přetržení;
- Celistvost přilehlé izolace je zachována (žádné zuhelnatění nebo natavení);

Pokud je získán pozitivní výsledek, můžete přistoupit k pájení vodičů o větším průměru až 2,5 mm, které se obvykle používají pro pokládku silových rozvodů v bytových domech.
Dokončení pájení
Po dokončení procesu pájení je nutné důkladně omýt zbývající tavidlo (pokud je použito) pomocí jakéhokoli detergentu nebo mýdlového roztoku. Po dokončení práce musí být oblast pájení důkladně vysušena.
Tedy při dodržení všeho výše uvedeného pravidla pro páječku, lze dílo považovat za dokončené.