Pájení měděných trubek: technologie, vybavení, vlastnosti
Celé instalatérské nebo topné systémy z mědi se dnes vyrábí jen zřídka, ale stále se dělají. Pokud spočítáte počet let, během kterých může měď vydržet, ukáže se, že je nejen levná, ale také velmi levná. Samotný materiál však není nejlevnější, ale můžete ušetřit na instalaci – pájení měděných trubek není nejtěžší úkol na světě. Existují určitá pravidla a funkce, jejichž znalostmi můžete dosáhnout kvalitního připojení.
Druhy měděných trubek a jejich použití
Na trhu jsou dva typy měděných trubek: žíhané a nežíhané. Žíhané po vytvarování procházejí dodatečným tepelným zpracováním – zahřívají se na 600-700°C. Tento postup vrací materiálu elasticitu, která se ztrácí při lisování. Žíhané trubky jsou proto dražší, ale také pružnější – vydrží i zamrzání vody. Mezi nevýhody těchto výrobků patří nižší pevnost – ta klesá vlivem zahřívání.

Nežíhané měděné trubky jsou pevnější, ale prakticky se neohýbají. Při instalaci instalatérství nebo topení jsou rozřezány na kusy a všechny ohyby jsou vyrobeny pomocí vhodných tvarovek.
Existují měděné trubky s různou tloušťkou stěny, prodávané žíhané ve svitcích 25 a 50 metrů, nežíhané v řadách 3 metry. Pokud mluvíme o čistotě materiálu, pak podle GOST 859-2001 musí být ve výrobcích přítomno alespoň 99% mědi.
Způsoby připojení
Nejčastěji se měděné trubky spojují pomocí pájení a sady speciálních tvarových prvků – tvarovek. K dispozici jsou také tvarovky pro krimpování. Mají nainstalované drážky s pryžovým O-kroužkem. Lisují se speciálními kleštěmi. Tato technologie se však používá zřídka – pájení je považováno za spolehlivější.

Existují dvě technologie pro pájení měděných trubek pomocí různých pájek:
- Nízká teplota – s měkkou pájkou. To je přesně náš případ. Tento typ připojení se používá při pokládce vodovodního potrubí a topných systémů s teplotou pracovního prostředí do 110°C. Nízká teplota je relativní pojem. V zóně pájení se materiály zahřejí na 250-300°C.
- Vysokoteplotní pájení. Tento typ zapojení se používá v sítích s vysokým tlakem a teplotou dopravovaného média. V domácích sítích – zřídka (ačkoli to nikdo nezakazuje), častěji v průmyslových.
Jaký typ pájení měděných trubek použijete, je vaše volba. Oba typy jsou vhodné jak pro instalatérské práce, tak pro topenářství. Vysokoteplotní pájka však vyžaduje profesionální hořák, zatímco měkkou pájku lze roztavit i pomocí hořáku nebo levného ručního hořáku s malou jednorázovou plynovou lahví. Pro připojení měděných trubek malého průměru není potřeba více.
Typy měděných pájecích armatur
Obecně existuje více než dvě desítky různých tvarových prvků pro měděné trubky – tvarovky, ale nejčastěji se používají tři typy:

- spojky – pro spojení dvou trubek;
- rohy – pro otáčení;
- odpaliště – pro vytváření větví v potrubí.
Počet použitých tvarovek lze minimalizovat – měď lze ohýbat, čímž se sníží počet potřebných úhlů. Pokud je to žádoucí, můžete se také obejít bez spojek: jeden konec trubek lze rozšířit (pomocí expandéru) tak, aby do něj trubka zapadla a byla tam mezera, aby se tam dostala pájka (asi 0,2 mm). Při vytváření dilatace se trubky musí překrývat minimálně o 5 mm, ale více je lepší.
Bez čeho se těžko obejdete, jsou odpaliště. Existuje zařízení na vkládání větve – perlinkový stroj, ale je profesionální a stojí hodně. Takže v tomto případě je levnější a snazší vyjít s odpališti.

Existují dva typy tvarovek – konvenční, s nátrubky, které poskytují potřebnou vůli pro proudění pájky. Pájka je dodávána do svařovací zóny ručně. Existují armatury se zabudovanou pájkou. Poté se na objímce vytvoří drážka, do které se při výrobě nainstaluje kus pájky, což usnadňuje proces pájení – stačí zahřát svařovací zónu, ale vede ke zvýšení nákladů na armatury.
Spotřební materiál a nástroje
K samotnému pájení budete potřebovat kromě trubek a tvarovek také hořák, pájku a tavidlo. A také ohýbačku trubek a pár souvisejících drobností ke zpracování před zahájením práce.

Pájka a tavidlo
K pájení měděných trubek jakéhokoli typu dochází pomocí tavidla a pájky. Pájka je slitina obvykle na bázi cínu s určitým bodem tání, ale vždy nižším než má měď. Je přiváděn do pájecí zóny, zahříván do kapalného stavu a proudí do spoje. Po vychladnutí poskytuje pevné a odolné spojení.
Pro amatérské pájení měděných trubek vlastníma rukama jsou vhodné pájky na bázi cínu s přídavkem stříbra, vizmutu, antimonu a mědi. Za nejlepší jsou považovány kompozice s přídavkem stříbra, ale nejdražší jsou ty s přísadou mědi. Existují i takové s přidaným olovem, ale ty by se neměly používat pro instalatérské práce. Všechny tyto typy pájky poskytují dobrou kvalitu švu a snadné pájení.

Měkká pájka se prodává v malých cívkách, tvrdá pájka se prodává v balení, nakrájená na kousky.
Před pájením se spoj ošetří tavidlem. Tavidlo je kapalina nebo pasta, která umožňuje roztavené pájce proudit do spoje. Zde není na výběr nic zvláštního: postačí jakékoli tavidlo na měď. K nanášení tavidla budete potřebovat také malý štětec. Lepší – s přírodními štětinami.
Hořák
Pro práci s měkkou pájkou si můžete koupit malou ruční svítilnu s jednorázovou plynovou lahví. Tyto válce jsou připevněny k rukojeti a mají objem 200 ml. Navzdory své miniaturní velikosti je teplota plamene 1100°C a vyšší, což je více než dostatečné pro roztavení měkké pájky.
Na co byste si měli dát pozor, je přítomnost piezoelektrického zapalování. Tato funkce není nadbytečná – bude se s ní lépe pracovat. Na rukojeti ručního plynového hořáku je ventil. Reguluje délku plamene (intenzitu přívodu plynu). Stejný ventil uzavře plyn, pokud je třeba hořák uhasit. O bezpečnost se stará zpětný ventil, který v případě, že není plamen, uzavře přívod plynu.

Některé modely mají nainstalovaný deflektor plamene. Zabraňuje rozptýlení plamene a vytváří vyšší teplotu v oblasti pájení. Díky tomu hořák s reflektorem umožňuje pracovat na těch nejnevhodnějších místech.
Při práci s domácími a poloprofesionálními modely musíte dávat pozor, abyste jednotku nepřehřáli, aby se plast neroztavil. Proto se nevyplatí dělat velké množství pájení najednou – je lepší nechat zařízení vychladnout a připravit další spojení v tuto chvíli.
Související materiály
K řezání měděných trubek potřebujete řezačku trubek nebo pilku na železo s kovovým kotoučem. Řez musí být přísně svislý, což zajišťuje řezačka trubek. A abyste zajistili rovnoměrný řez pilou na železo, můžete použít běžnou truhlářskou pokosovou skříň.

Při přípravě potrubí je třeba je vyčistit. Existují na to speciální kovové kartáče a kartáče (na čištění vnitřního povrchu), ale vystačíte si se smirkovým papírem se střední a jemnou zrnitostí.
Pro odstranění otřepů z řezů existují odstraňovače zkosení. Trubka, kterou použili, lépe zapadá do tvarovky – její hrdlo je jen o zlomek milimetru větší než vnější průměr. Takže sebemenší odchylky vedou k potížím. Ale v zásadě lze vše odstranit brusným papírem. Jen to zabere více času.
Je také vhodné mít ochranné brýle a rukavice. Většina domácích řemeslníků tato bezpečnostní opatření zanedbává, ale popálení je velmi nepříjemné. To jsou všechny materiály a nástroje potřebné k pájení měděných trubek.
Technologie pájení mědi krok za krokem
Pájení měděných trubek začíná přípravou spojení. Spolehlivost spojení závisí na kvalitě přípravy, proto tomuto procesu věnujte dostatek času a úsilí.

Příprava spojení
Jak již bylo řečeno, řez trubky musí být přísně svislý, bez otřepů, trubka nesmí být zvrásněná, okraj musí být rovný a hladký. Pokud jsou i nepatrné odchylky, vezmeme odstraňovač zkosení nebo smirkový papír a dovedeme řez k dokonalosti.

Dále vezměte tvarovku a vložte do ní trubku. část, která jde do zásuvky, vyžaduje čištění. Trubku vyjmeme a smirkovým papírem odstraníme vrchní zoxidovanou vrstvu z této části trubky. Poté provedeme stejnou operaci s vnitřním povrchem zvonu.
Aplikace tavidla
Tavidlo se nanáší na celý čištěný povrch – vně trubky i uvnitř tvarovky. Zde nejsou žádné potíže – kompozice je rovnoměrně rozložena štětcem.

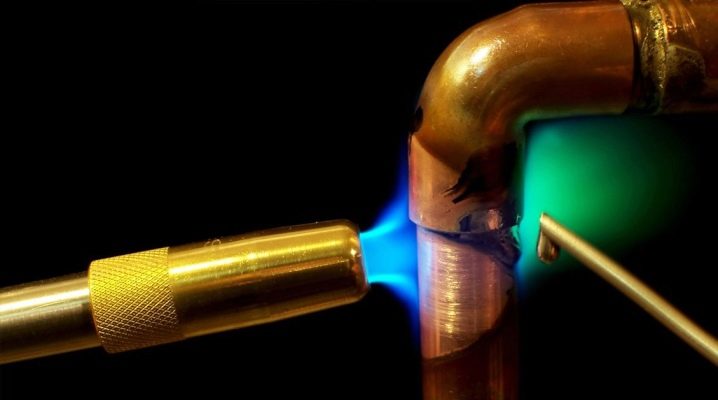
Pájení
Ošetřené úlomky potrubí se vkládají do sebe a fixují. Pokud je k dispozici asistent, může držet díly nehybně. Pokud ne, budete na to muset přijít sami. Dále se zapálí hořák a plamen je nasměrován do místa připojení. Teplota plamene je od tisíce stupňů a výše a spoj se musí zahřát na 250-300°C, což trvá 15-25 sekund. V tomto případě se můžete zaměřit na barvu tavidla – jakmile ztmavne, je čas zavést pájku.

Pro zajištění rovnoměrného ohřevu nasměrujte plamen hořáku doprostřed spoje. Poté se celá svařovací zóna zahřívá rovnoměrněji.

Pájka se vstřikuje do spoje – kde se spojuje tvarovka a trubka. Jak se zahřeje, začne se tavit, rozlévá se a vyplňuje mezeru mezi prvky. Můžete nanést jen do poloviny délky – jakmile se roztaví, zateče do zbytku spáry. Vlastně to je vše – pájení měděných trubek je hotové. Všechna ostatní připojení jsou provedena stejným způsobem.
Při použití tvrdé pájky je vše téměř stejné, používají se pouze jiné hořáky – plynové plameny a během procesu pájení musíte otočit trubku a navinout změkčenou pájku na trubku.
Pokud se ocel obvykle vaří, je lepší pájet měď. Měděné pájení na přání zvládne i začátečník, což se o svařování říci nedá. Pájení při nízkých teplotách nekazí strukturu a nemá prakticky žádný vliv na vlastnosti kovu, není také nutné pořizovat drahé zařízení, které je obvykle obtížné najít. Hlavní věc je, že pájené spoje jsou spolehlivé a tepelně odolné, což je dobré pro vytápění. Pokud chcete, můžete si postavit vodovodní systém vlastníma rukama, který bude trvat mnoho let.
Druhy měděných trubek
Měděné trubky mohou být žíhané nebo nežíhané.
- Žíhaný trubky se znovu zahřejí na 700 stupňů, tím se obnoví jejich pružnost. Tento typ potrubí je dražší ve srovnání s nežíhanými trubkami. Mezi nevýhody patří jejich křehkost v důsledku zahřívání, stěny potrubí se ztenčují.
- Nevyžíhaný Měděné trubky jsou pevné a zdaleka ne křehké, ale nelze je nazvat flexibilními. Při pokládce jsou takové trubky rozřezány na malé kousky a používány pouze ve spojení s armaturami.
Технология
Procesem se dosahuje utěsnění povrchu mezi trubkou a spojkou pomocí pájky (termoplastická látka). Pájka se při vysokých teplotách stává tekutější a vyplňuje prostor mezi spojkou a trubkou, čímž je spojuje.
Pro takovou práci řemeslníci používají přenosnou svařovací stanici. Skládá se z plynových lahví, redukce, spojovacích hadic, hořáku a řezačky. Svařovací stanice jsou potřebné pro práce související s řezáním, pájením a kovovými konstrukcemi. Obvykle se vyžaduje pro vysokoteplotní pájení, protože vysokoteplotní pájení vyžaduje speciální vybavení, včetně přenosné stanice. Pokud se však chcete naučit pájet sami a provádět opravy sami, musíte si takový příspěvek zakoupit.
Kromě toho se pro nezávislé pájení musíte seznámit s GOST 19249-73 „Pájené spoje. Základní typy a parametry.“ Norma stanoví povinné normy pro každý typ výrobku, vysvětluje zkratky a klasifikuje sloučeniny.
Materiály a nástroje
K provádění pájecích prací na měděných trubkách jsou zapotřebí speciální nástroje a materiály.
- Pájecí hořák. Hlavní nástroj, bez kterého se neobejdete. Je lepší zvolit plynový svařovací stroj s nastavitelným plamenem. Často se používá propanový plynový hořák, který má obvykle režim úspory plynu a přívodu plynu. Plamen je měkký a nespaluje měď. Lze rozlišit acetylenové kyslíkové hořáky, které spolehlivě a pevně pájí díly. Kyslíko-acetylenové hořáky jsou buď jednorázové s lahví. Hořák může být přenosný nebo stacionární. V některých případech můžete použít páječku.
- Pájka pro pájení měděných trubek. Při pájení můžete použít buď vysoké teploty (tzv. vysokoteplotní pájení), nebo relativně nízké teploty (tzv. nízkoteplotní pájení).
Existují tvrdé a měkké pájky.
- Nízkoteplotní pájky jsou ty, jejichž bod tání je nižší než 300C. Jejich pevnost v tahu je 16-100 MPa. Takové pájky umožňují provádět práci při teplotě, která nemá téměř žádný vliv na vlastnosti mědi. Praxe ukazuje, že tím vznikají méně odolné švy. Nízkoteplotní se používají pro zásobování vodou a vytápění. Každý ví, že olovo negativně ovlivňuje lidské zdraví, a proto existují bezolovnaté pájky. Používají se v konstrukcích potrubí pitné vody. Bezolovnatá pájka je většinou cínová, zbytek jsou nečistoty. Takový materiál není levný.
- Pájky pro vysokoteplotní pájení mají bod tání nad 300C a pevnost v tahu 100-500 MPa. A také hustota švu, odolnost vůči vysokým teplotám. Vyžaduje se však mnoho pracovních zkušeností a začátečníci často pociťují popáleniny mědi, tento kov se snadno propálí. Tavidlové pájky jsou dobré, protože obsahují tavidlo ve svém složení a na povrchu. Použití přídavného tavidla není nutné ani u složitých konstrukcí.
- Flux. Jedná se o pastovitou hmotu, která se nanáší na povrch trubky a tvarovky. Pasta chrání před oxidací mědi. Přednost by měla být dána formulacím obsahujícím chlorid zinečnatý. Existuje mnoho možností pro tavidlo, může to být v láhvi se štětcem, ale odborníci doporučují zakoupit materiál ve formě pasty.
- Řezačka trubek Nástroj pro řezání měděných trubek, jedno z hlavních zařízení. Všechny řezačky trubek mají podobnou konstrukci a liší se jen málo. Řezačky trubek se navzájem liší designem, delší rukojeti na zařízení umožňují použití menší síly.
Kompaktní řezačky trubek jsou vhodné pro trubky, které je třeba opravit a jsou již zabudovány do konstrukce, ale s menšími řezačkami trubek je mnohem obtížnější si poradit.
- Expandér potrubí. Nástroj pro zvětšení průměru potrubí, instalaci jedné konstrukce do druhé.
- Úkosovačka (ořezávač hran). Příslušenství nezbytné pro čištění povrchu a srážení hran.
- Kování. Spojování dílů s různými účely a velikostmi.
- Termální pasta. Použijte pastu k ohřevu potrubí. Kontakt a šev jsou potaženy teplovodivou pastou.
- Pasty odvádějící teplo. Poskytují spolehlivou ochranu spojů před odpájením a zabraňují změně barvy materiálu během provozu.
- Kartáče a čističe. Přebytečné tavidlo se během práce odstraní kartáčem a kartáčem a spáry se vyčistí.
- Kleště na trubky. Z bezpečnostních důvodů by se s horkými, rozžhavenými trubkami mělo manipulovat pouze pomocí kleští.
- Ochranné rukavice. Při pájení se roztaví kov, který při neopatrném pohybu zanechá na kůži popáleninu. Tavidla zanechávají chemické popáleniny.
prostředky
Existují dvě technologie pro pájení měděných trubek.
- Nízká teplota (používá se měkká pájka) se používá ve vodovodních nebo topenářských systémech. Prostředí, kde se tato technologie používá, nesmí mít teplotu vyšší než 110 stupňů.
- Vysoká teplota pájení (tvrdá pájka) se používá v systémech s vysokými teplotami a vysokým tlakem. Používá se především v průmyslu.
Kterou ze dvou metod zvolíte, je na vás osobně. Pro vysokoteplotní pájení ale potřebujete profesionální hořák, který se v obchodě tak snadno nesežene a stojí spoustu peněz. Při nízkých teplotách je přípustné použít svítilnu nebo levnou ruční svítilnu s vyměnitelným válcem.
Pájení trubek pod dusíkem
Pro instalaci je nutná úprava dusíkem a pájení měděných trubek bez plynného dusíku je nepřijatelné. Konstrukce jsou často pájeny tvrdou pájkou, což vám umožňuje nestarat se o to, zda spojení během provozu vydrží vysoké teploty. Při procesu tvrdého pájení se měď zahřívá, dokud kov nezčervená, což má negativní vliv na strukturu samotného materiálu. Na vnitřním a vnějším povrchu potrubí se tvoří vodní kámen. Vodní kámen jsou zbytky spálené mědi, které vznikly při jejím zahřívání. Stěny trubek jsou mnohem tenčí.
Dusík zabraňuje ztenčování mědi zevnitř a použití pájky zabraňuje znehodnocování mědi zvenčí. Pájení trubek pod dusíkem výrazně zvýší životnost systému.
Pokud se rozhodnete používat dusík, dodržujte při své práci následující doporučení:
- připojte potrubí k láhvi obsahující dusík;
- poté nainstalujte regulátor plynu nebo rotametr;
- nastavte reduktor dusíkové láhve na minimální tlak dusíku, nastavte rotametr na rychlost 5 m/min;
- Jakmile je pájení dokončeno, dusík se uvolňuje potrubím, a to až do úplného vychladnutí potrubí.
Pájecí trubky se stavebním vysoušečem vlasů
Pokud je průměr trubky malý, je možné pájet trubky horkovzdušnou pistolí. Manipulace s touto metodou jsou podobné jako při použití hořáku. Díky tomuto spojení jsou švy velmi odolné a odolávají vysokým teplotám. Pro začátečníky jsou při použití této metody nevyhnutelné popáleniny mědi. Kov se snadno přehřívá, což způsobuje prasknutí materiálu.
Kapilární pájení
Pokud mají trubky různé průměry (rozdíl není větší než 0,5 mm), použijte metodu kapilárního pájení. Pájka vyplní vzniklý prostor mezi trubkami. Je třeba poznamenat, že neexistuje žádný šev jako takový, bezproblémové spojení. Pak se používají tvrdé pájky, jejich ochranné funkce jsou lepší.
Indukční pájení
Vysokofrekvenční proud může mít příznivý vliv na kov. Indukční pájení se rozšířilo díky své jedinečnosti; práce s touto metodou se provádí rychle, zatímco materiál se neztenčuje, ale zachovává si své vlastnosti.
Byly zjištěny následující výhody:
- Teplo vzniká v potrubí bez vnějšího zásahu;
- Všechna zařízení jsou automatizovaná, zařízení pomáhají získat požadovaný výsledek se specifickými parametry;
- Indukční pájení se provádí ve vakuu, kov je v tomto prostředí chráněn před korozí;
- Úspora výrobních zdrojů;
- Bezpečnost – indukční pájení nevyžaduje plamen ani plyn, ohřívá se pouze specifický šev.
Předběžná příprava
Před pájením měděných trubek je třeba je připravit.
Povrchové čištění
Kvalita pájecího svazku závisí na stupni čistoty pájených ploch. Případné zbytky jakýchkoliv jiných látek nebo nečistot brání pronikání pájky a snižují její tekutost. To vše vede k tomu, že látka není rozložena rovnoměrně, povrch není zcela ošetřen pájkou. Často kvůli tomu není možné dosáhnout vysoce kvalitní práce a spojení selhává.
Existují dva způsoby čištění kovů: chemické a mechanické. Vnější část trubky a vnitřek tvarovky se očistí od oxidového filmu, nečistot a nečistot pomocí kovového kartáče. Kromě toho je možné použít ocelovou vlnu nebo brusný papír. Poté je pájka dobře rozložena po povrchu.
Čistící ubrousky na bázi nylonu se snadno používají.
Významnou výhodou, která je odlišuje od kovového kartáče nebo brusného papíru, je to, že po očištění povrchu ubrouskem nezůstávají žádné zbytky čištění. Po použití utěrek na nylonové bázi nejsou na trubce žádné abrazivní drobky ani zbytky oceli.
Chemická metoda zahrnuje použití kyseliny, která reaguje s oxidy. Můžete použít tavidlo, které odmašťuje povrch a aktivně bojuje s oxidy.