Umění ostření vrtáku do kovu – detaily z rinkomu o nastavení úhlů ostření – Mega Master – konstrukce a opravy
Pro efektivní zpracování kovových obrobků jsou nutné nástroje a přípravky, které splňují vlastnosti a geometrické parametry specifikované v příslušných normách. Pozornost je třeba věnovat také úhlům ostření vrtáku, aby se dosáhlo nejlepších výsledků.

Používání opotřebovaných vrtáků v práci je nejen neefektivní, ale také nebezpečné. Nástroj se může kdykoli zlomit a jeho úlomky, které se od sebe od sebe oddělují vysokou rychlostí, mohou způsobit vážná zranění.
V tomto článku vám řekneme, jak si nabrousit kovový vrták vlastníma rukama.
Kdy je nutné brousit vrtáky?
Vrtáky pro práci s kovem je třeba brousit častěji než jejich protějšky určené pro zpracování dřevěných obrobků. Je nutné sledovat stav těchto vrtáků, aby se zabránilo jejich vážnému opotřebení.
Pokud se vrták otupil, poznáte to podle následujících znaků:
- opotřebovaný nástroj vydává cizí zvuky;
- vrtačka se během provozu velmi zahřívá;
- výsledné otvory mají nerovné okraje;
- doba vrtání se prodlužuje;
- ostří se zaobluje;
- na řezných plochách se objevují třísky a otřepy.
Parametry vrtáků, které je třeba obnovit během ostření
Správné nabroušení kovového vrtáku umožňuje obnovit následující provozní parametry.

Hlavní parametry, které se obnovují při ostření vrtáku
- Úhel vrcholu. Tvořen řeznými hranami při křížení můstku. Tento parametr by měl být 116–118°. Přesné hodnoty závisí na tvrdosti a viskozitě zpracovávaného materiálu a v konkrétních případech se mohou rovnat 60° nebo 180°.
- Úhel mezi břitem a osou. Rovný polovině úhlu nahoře, tj. přibližně 58–59°. Měl by být stejný pro všechny břity, protože při asymetrii bude fungovat pouze jeden z nich a vrták se bude opotřebovávat nerovnoměrně.
- Tvar a délka břitů. Délky břitů se musí shodovat, jinak může během vrtání dojít k házení a průměr otvoru překročí jmenovitý průměr uvedený na vrtáku.
- Úhel zpětného řezu. Měl by být 7–17° v závislosti na zpracovávaném materiálu. Úhel zpětného řezu je jedním z hlavních parametrů při ostření kovového vrtáku; pokud se nedodrží, produktivita práce se může několikanásobně snížit.
Volba úhlu ostření vrtáku v závislosti na zpracovávaném materiálu
Úhel nahoře se volí na základě tvrdosti zpracovávaného materiálu. Čím tvrdší materiál, tím větší je tato hodnota.
Pro větší pohodlí uvádíme tabulku s doporučenými úhly ostření pro kovové vrtáky při práci s různými materiály.
Temperovaná litina, bakelit
Žáruvzdorné oceli a jejich slitiny, nerezová ocel
Úhel na vrcholu 118–120° s úhlem dozadu 7–12° je univerzální. To je to, co se myslí, když se mluví o spirálovém vrtáku do kovu bez ohledu na zpracovávaný materiál. A právě tyto stupně budeme považovat za typické, když mluvíme o ostření vrtáků do kovu.
Způsoby ostření vytažením zadní roviny
Existuje několik typů ostření kovových vrtáků, které se liší způsobem vyvedení zadní roviny. Jedná se o jednorovinné, dvourovinné a kuželové ostření. Poslední metoda patří k nejběžnějším, proto se zaměříme na její popis.

Metody vyvedení zadní roviny při ostření vrtáku
Při kuželovém ostření se úhel hřbetu plynule zvětšuje od břitu a podél celé zadní plochy. V tomto případě zadní plocha získává zakřivený tvar. Úhel břitu by měl být 7–17°. Kuželové ostření je obtížnější. Během práce musí být stopka vrtáku mírně zkroucena shora dolů, v důsledku čehož zadní plocha získává tvar kužele.
Metody ostření podle počtu zkosení na břitu
Liší se počtem vytvořených břitů. Úhel nahoře se mění postupně od většího uprostřed nahoře k menšímu u bočních. Tato metoda ostření snižuje zahřívání nástroje se zvětšujícím se průměrem, protože břit uprostřed se zahřívá méně než na okrajích.
Existuje jednoduché a dvojité ostření. Protože první se používá častěji, budeme hovořit pouze o něm. Při normálním ostření zůstává geometrie břitu rovnoměrná po celé délce.

Typy ostření podle počtu úhlů nahoře
Broušení svetru
Souběžně s hlavním ostřením kovového vrtáku doma můžete nabrousit i můstek. Toto opatření má pozitivní vliv na kvalitu vrtání, protože opracovaný můstek neklade vrtáku odpor při pohybu hluboko do materiálu. Můstek je naostřen na obou stranách, ale ne úplně. Úplné broušení je nepřijatelné.
Existuje několik způsobů, jak nabrousit hranu překladu:
- s drážkou pro odvod třísek;
- se zvětšením předních úhlů na okraji překladu;
- se zvětšením předních úhlů na okraji můstku a zkrácením zadní části zubu;
- s obroušením části propojky;
- s obroušením části můstku a nabroušením břitů;
- s rozkrojeným svetrem.
Jaký nástroj lze použít k naostření vrtáku?
K nabroušení kovového vrtáku můžete použít běžný brusný kotouč, ale tato metoda bude vyžadovat hodně času a úsilí. Je mnohem pohodlnější použít k obnovení ostrosti břitů:
- bruska a ostřička (ostřička);
- bruska s brusným kotoučem;
- vrtačka se speciálním nástavcem pro ostření vrtáků;
- další DIY zařízení pro ostření kovových vrtáků.
Jaké další materiály a nástroje jsou potřeba pro správné ostření?
Pro naostření břitů budete také muset připravit:
- brousicí kotouče různé tvrdosti;
- nádoba na chladicí kapalinu a samotnou kapalinu;
- zařízení, která vám umožní udržovat správné úhly při ostření vrtáku.
Schéma ostření kovového vrtáku na brusce a ostřicím stroji (bruska)
Pro ostření spirálových vrtáků do kovu se nejčastěji používají domácí brusky a ostřičky, jinak nazývané ostřičky. Pro práci budete potřebovat brusný kotouč s rovným profilem třídy 14A (A) nebo 25A (WA). Jsou vhodné pro broušení výrobků a nástrojů vyrobených z uhlíkových, legovaných, rychlořezných a nerezových ocelí.

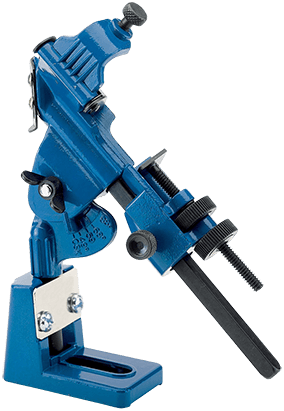
Stroj na ostření kovových vrtáků s vybavením
Pracovní plocha brusného kotouče by měla být hladká, bez promáčklin a prohlubní. Pokud na povrchu zjistíte nějaké vady, odstraňte je před zahájením práce rovným okrajem. Během orovnávání by brusný kotouč měl získat požadovaný plochý tvar. K orovnávání brusných kotoučů používejte diamantové a elborské tužky, diamantové orovnávací hřebeny, méně často válečky a improvizované materiály.
Stroj musí být vybaven opěrkou nástroje, je nezbytná pro kvalitní ostření kovového vrtáku. Opěrka nástroje je kovová nastavitelná plošina, která je instalována před kotoučem a slouží jako podpěra a vodítko při práci s brusným kotoučem.
Opěrka nástroje se umístí vodorovně tak, aby její horní rovina byla ve stejné úrovni s osou otáčení brusného kotouče. Mezera mezi kotoučem a opěrkou nástroje se minimalizuje, postačí 1 mm.
Jako příklad uvažujme kuželové jednoduché ostření s podřezáním pásu, protože je jedním z nejběžnějších a používá se k obnovení ostrosti vrtáků o průměru 3 mm a více.
Z bezpečnostních důvodů je zakázáno pracovat s rukavicemi na brusce, protože rotující části představují riziko namotání materiálu a vtažení částí těla.
- Zkontrolujte, zda je bruska vybavena brusným kotoučem a zda je opěrka nástroje v rovině s osou otáčení brusného kotouče, ve vzdálenosti 1 mm od jeho povrchu.
- Všechny kroky provádějte s vypnutým strojem. Nakreslete na dosedací plochu nástroje čáru svírající úhel 60° s rovinou konce brusného kotouče. Tím dosáhnete úhlu 120° nahoře.

Nakreslete čáru na loketní opěrce pod úhlem 60°
- Uchopte vrtačku oběma rukama: jednou rukou upevněte pracovní část a druhou stopku. Poté umístěte vrtačku na opěrku nástroje tak, aby boční hrana při pohledu shora odpovídala čarě na opěrce nástroje.

Vezmeme vrtačku do rukou a položíme ji na loketní opěrku
- Vložte ukazováček mezi opěrku nástroje a vrták; při kuželovém ostření bude fungovat jako kyvná páka. Když vrták spočívá na vašem prstu, úhel mezi ním a brusným kotoučem je 7–12°. Tato hodnota musí být na břitu dodržena.
- Procvičte si pohyby, které budete používat k broušení kužele. Lehce přitlačte přední hranu k brusnému papíru a ujistěte se, že hrana je ve vodorovné rovině. Pomalu snižte upínací stopku, aniž byste povolili tlak, dokud se zadní část zadní plochy nedostane do roviny kruhu. Kruh by se měl otáčet.

Cvičíme pohyby ostření s vypnutým ořezávátkem
- Sejměte vrták z kotouče, otočte ho druhou ostřící hranou dopředu a znovu jej přiložte ke kotouči v podobné poloze. Opakujte kmitavý pohyb stopkou, aby se bruska znovu otočila. Tento pohyb s otočením brusky několikrát nacvičte, aby se kovový vrták automaticky naostřil.
- Zapněte ořezávátko a začněte brousit. Postupujte podle stejného pořadí:
- zarovnejte vrták se značkou na dorazu nástroje;
- Umístěte přední hranu ořezávače na brusku a ujistěte se, že zůstává vodorovná;
- spusťte stopku dolů, abyste zcela opracovali zadní hranu;
- odsuňte stopku a otočte ji o 180° kolem osy;
- celý proces opakujte.
Jak nabrousit vrták pomocí vrtačky?
Pokud nemáte brusku, můžete k nabroušení stupňovitého nebo jiného kovového vrtáku použít vrtačku s brusným kotoučem. Ostřící hrany můžete nabrousit jedním ze dvou způsobů:
- upněte vrtačku do svěráku a rukama ji posuňte směrem ke kruhu;
- upněte vrták do svěráku a ručně posuňte vrták s brusným kotoučem směrem k němu.
Průběh prací bude vypadat takto.
- Upevněte řezný nástroj svisle do svěráku.
- Pomocí kotouče namontovaného na vrtačce odstraňte zadní hranu, abyste odstranili případné stopy opotřebení.
- Vrtáček naostřete pod úhlem 120°.
Aby se zabránilo přehřátí ostří, neměl by být kovový vrták během ostření přitlačován ke kotouči déle než dvě sekundy.
Vrtáky pro ostření kovových vrtáků
Pro usnadnění ostření kovového vrtáku můžete použít speciální nástavec. Nainstaluje se na vrtačku, vrták se zasune do koncového otvoru a elektrické nářadí se zapne. Poté se vrták vytáhne, otočí o 180°, znovu se zasune do zařízení a nabrousí se druhá rovina břitu.

Nástavec na vrtačku pro ostření vrtáků Sparta
Na co si dát při práci pozor?
- Nástavce na ostření kovových vrtáků lze zakoupit v jakémkoli železářství. Takové přístroje jsou však vhodné pouze pro vrtáky o průměru 4–10 mm.
- Nástavec lze použít pouze k ostření vrtáků, které se mírně otupily. Pokud jsou břity silně poškrábané, nástavec nepomůže.
- Úhel ostření při použití nástavce bude standardní, takže po práci bude nutné nástroj dokončit pilníkem nebo jehlovým pilníkem.
Dokončení cvičení
Po nabroušení kovového vrtáku jej nezapomeňte dokončit. K tomu použijte jemnozrnný brusný kotouč. Dokončování odstraní všechny nerovnosti z řezné části vrtáku. S takovým vrtákem se pracuje snadněji, protože se nezahřívá.
Kontrola ostření vrtáku
Jakmile vizuální kontrola ukáže, že břity jsou hladké a ostré, zkontrolujte, zda je kovový vrták nabroušen ve správném úhlu a zda délka pracovní hrany odpovídá specifikacím. K posouzení budete potřebovat speciální šablonu, úhloměr nebo měřidlo a posuvné měřítko.

Kontrola shody délek břitů pomocí posuvného měřidla
Jaké parametry je třeba zkontrolovat?
- Není úhel břitu nakloněn dopředu? Tato chyba způsobuje, že břit není nejvyšším bodem zubu a na zadní ploše se tvoří kopec. Kvůli tomu vrták tře o zadní plochu materiálu a nevrtá. Chyba se opraví opětovným nabroušením vrtáku.
- Jsou délky břitů od středu stojiny k bočním vrcholům břitů stejné? Tato vzdálenost musí být na obou stranách stejná, jinak bude průměr konečného otvoru větší než jmenovitá hodnota.
- Zkontrolujte, zda je úhel vrcholu 120°. Úhel ostření kovového vrtáku můžete určit pomocí zakoupené nebo improvizované šablony. Je důležité zajistit, aby se úhly vrcholů shodovaly u obou zubů, jinak bude fungovat pouze jedna strana.

Správné a nesprávné ostření vrtáku
Po kontrole základních parametrů vyvrtejte jakýkoli kovový obrobek. Pokud je nabroušení provedeno správně, vrták bude plynule vstupovat do kovu, třísky budou vycházet rovnoměrně z obou stran drážek. A hotový otvor nepřekročí jmenovitý průměr o maximálně 0,05–0,1 cm.
Po vyvrtání obrobku pilujte stojinu, abyste snížili sílu potřebnou během provozu a snížili opotřebení nástroje.
Jak vyrobit šablonu pro kontrolu ostření vrtáku?
Šablonu pro kontrolu ostření kovového vrtáku lze vyrobit samostatně z ocelového plechu nebo cínu. Jako referenci můžete použít šablonu z obchodu. Nejjednodušší šablonu lze vyrobit ze dvou nebo tří matic. Matice jsou pro tento účel ideální, protože se jedná o pravidelné šestiúhelníky s vnitřními úhly 120°. Pokud jsou matice spojeny, úhel mezi jejich plochami bude také 120°. Matice lze k sobě svařovat nebo lepit tavným lepidlem.
Jak prodloužit životnost vaší vrtačky
Pro snížení opotřebení vrtačky je nutné dodržovat určitá provozní pravidla.
- Nepřehřívejte vrtačku. Pracujte proto v intervalech a používejte chladicí kapalinu.
- Nastavte správnou rychlost otáčení. Nastavuje se s ohledem na typ a průměr vrtáku a také na materiál.
- Odstraňte třísky. Pravidelně vyjměte vrták z otvoru a odstraňte třísky, abyste zabránili jejich uvíznutí v obrobku.
- Otvory vrtejte v několika krocích. Pokud potřebujete vytvořit otvor o průměru větším než 6 mm, použijte vrtáky různých velikostí (od větších po menší), zajistíte tím vyšší přesnost práce.
Otázky a odpovědi
Je možné nabrousit kovový vrták bruskou?
Ano, ostření kovového vrtáku bruskou se provádí téměř stejně jako vrtačkou. K práci budete potřebovat svěrák. Nejprve brusným kotoučem odstraňte část zadní hrany, abyste zcela odstranili stopy opotřebení, a poté naostřete břit pod úhlem 120°.
Jak nabrousit stupňovitý vrták do kovu?
Broušení stupňovitého vrtáku na kov vlastníma rukama se provádí pomocí běžného pilníku. Pokud se otupila pouze samostatná část, vrták se zpracovává bodově, aniž by překročil poškozenou oblast.
Je možné si nabrousit jádrový vrták do kovu svépomocí?
Vzhledem ke složitosti konfigurace je lepší svěřit ostření jádrových vrtáků do kovu profesionálům.
Kde mohu nabrousit vrtáky do kovu?
Broušení kovových vrtáků si můžete objednat u společnosti „Rinkom“: neexistuje žádná minimální cena za objem práce, takže si můžete nechat nabrousit jak velkoobchodní množství, tak i několik nástrojů. Doba renovace břitů je od 5 dnů.
U nás si můžete také koupit nové vrtačky do kovu, brusné kotouče, měřicí přístroje a příslušenství k ručnímu nářadí. Dodávky provádíme do všech regionů Ruska, možnost bezplatného vyzvednutí ze skladu v Brjansku.
Jak ovlivňuje úhel špičky vrtáku pevnost nástroje a proces řezání?
Úhel na vrcholu vrtáku se nazývá úhel ostření. Úhel ostření vrtáku ovlivňuje proces řezání a pevnost nástroje.
- Proces řezání: Úhel ostření vrtáku určuje schopnost nástroje řezat materiál. Například vyšší úhel ostření, ostřejší vrták, umožňuje snadné pronikání do materiálu, zatímco nižší úhel ostření poskytuje širší řeznou plochu a může být užitečný pro řezání tvrdých materiálů.
- Trvanlivost nástroje: Úhel ostření vrtáku také ovlivňuje trvanlivost nástroje. Ostré vrtáky s vysokým úhlem ostření jsou náchylnější k opotřebení a praskání než vrtáky s nižším úhlem ostření. Vrtáky s nižším úhlem ostření se však mohou rychleji otupovat a vyžadovat častější ostření.
Ideální úhel ostření vrtačky závisí na materiálu, který řežete. Různé materiály vyžadují různé úhly ostření. Například pro řezání měkkých materiálů, jako je dřevo a plast, je vhodný úhel ostření v rozmezí 30 až 60 stupňů. Pro řezání tvrdých materiálů, jako je kov, je vhodný úhel ostření v rozmezí 90 až 140 stupňů.
Video. Jak nabrousit vrtačku za 10 sekund! S tímto nápadem se stanete mistrem úrovně 100!
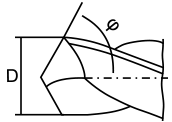
Řezná část vrtáku se skládá ze dvou břitů umístěných pod určitým úhlem, který se nazývá „úhel ostření“ nebo „úhel špičky vrtáku“. Obvykle se označuje jako Y. Tento úhel do značné míry určuje pracovní vlastnosti vrtáku. Vybírá se v závislosti na materiálu, pro který je vrták určen ke zpracování. Viz tabulka.
Úhel ostření vrtáku ve °
Slitiny na bázi hořčíku
Pro ruční nářadí jsou většinou nabízeny vrtáky s úhlem ostření 118°, které jsou nejuniverzálnější. Při vrtání do materiálů s nízkou pevností, jako jsou lehké slitiny, plasty apod., úhel ostření neovlivňuje výkon a životnost vrtáku tolik jako při vrtání tvrdých materiálů. Použití ručního nářadí při opravách a montážních pracích se vyznačuje občasným vrtáním do různých materiálů. V tomto případě nemá smysl přeostřovat vrtáky pro práci s méně odolnými materiály.
Méně běžně nabízené jsou vrtáky s úhlem ostření 130 – 135°. Zpravidla se jedná o vrtáky ze speciálních rychlořezných ocelí, původně určené pro opracování materiálů s vysokou tvrdostí.
Na výkon vrtáku mají kromě úhlu ostření velký vliv i další parametry geometrie břitu.
Normální ostření
Používá se ve většině univerzálních vrtaček. Jednou z výhod je poměrně jednoduché přebroušení. Předpokládá se, že to lze provést ručně, ale důrazně se doporučuje používat speciální stroje (viz níže.). Nevýhodou je poměrně velká délka „propojky“ ve střední části (cca 1/5 průměru vrtáku). V zóně „propojky“ nedochází k řezání, ale k drcení materiálu obrobku. V důsledku toho se zvyšuje opotřebení vrtáku a během fáze vrtání se pohybuje do strany. Aby se tomu zabránilo, je vhodné obrobek dostatečně pevně prorazit nebo provést počáteční vrtání vrtákem menšího průměru.
Špičaté ostření
Vyznačuje se provedením malých podříznutí, aby se zkrátila délka „propojky“. Za normální se považuje, pokud se délka „propojky“ zkrátí na 1/10 průměru vrtáku. Takový vrták se v okamžiku vrtání chová mnohem lépe, méně se pohybuje do strany a rozměry vybrání po proražení mohou být menší. Sníží se také posuvná síla a požadovaný hnací moment. Nevýhodou tohoto ostření je velká pracnost jeho provádění (zejména při malém průměru vrtáku) a snížená pevnost broušeného břitu. Toto ostření se doporučuje zejména pro vrtáky s relativně velkými propojkami (především pro vrtáky s velkým průměrem).
Špičaté ostření se zkosením podél přední řezné hrany
Při provádění vyžaduje poněkud více úsilí než konvenční špičaté ostření. Ve srovnání s tím je ostření se zkosením podél náběžné hrany odolnější vůči nárazům a bočním silám. Používá se při opracování tvrdých ocelí a pro vrtání.
Ostření zkosení podél zadní řezné hrany
Také se nazývá samostředící ostření. Propojka prakticky zmizí. Díky tomu nedochází při vrtání k žádnému bočnímu pohybu, snižuje se posuvová síla a zlepšuje se tvorba třísky. Po normálním ostření je toto ostření nejčastější.
Dvojité úhlové ostření
Výrazně zlepšuje teplotní podmínky vrtáku zvětšením délky břitu a zvýšením tepelného výkonu. Tím se také zvyšuje životnost vrtáku. Kromě toho jsou optimalizovány úhly řezu podél řezné hrany. Doporučeno pro vrtání houževnatých materiálů, jako je rychlořezná ocel.
Rovné ostření se středovým hřebenem
Obvykle se vyskytuje ve vrtácích do dřeva, ale používá se také ve vrtácích určených pro vrtání do tenkého plechu (běžně nazývané odporové bodové vrtáky). Ve srovnání s výše uvedenými vrtáky s jinými typy ostření snižuje tento vrták počet otřepů při průběžném vrtání a umožňuje vrtání válcových otvorů s relativně plochým dnem. Vrtáky do kovu (z rychlořezné oceli) s tímto broušením jsou k dispozici v omezeném rozsahu velikostí.
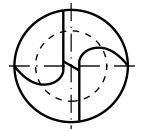
Při ostření řezných hran je mimo jiné důležité dodržet správný úhel hřbetu. To se přirozeně provádí při počátečním ostření vrtáku ve výrobě a spotřebitel si musí pamatovat pouze úhel hřbetu vrtáku při jeho přeostřování.
Vidíte, že pokud je přední (řezná) hrana rovná, pak má zadní hrana složitější tvar. Kvůli tomu se mění úhel hřbetu podél odtokové hrany a při špatném naostření se může stát, že se zadní hrana zachytí o stěny otvoru. Výsledkem je zvýšení teploty vrtáku, snížení produktivity a životnosti vrtáku. Aby bylo možné přesně zachovat přední i zadní úhly ostření, používá se několik schémat ostření, z nichž každé vyžaduje speciální zařízení. Uveďme si jedno z nejjednodušších takových zařízení, které tvoří základ níže popsaného zařízení pro přeostření spirálových vrtáků.
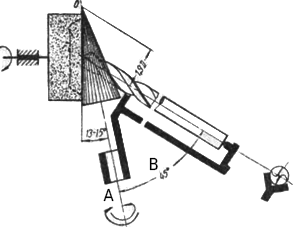
Samotné zařízení je znázorněno na obrázku níže. Toto zařízení umožňuje měnit úhel sklonu vrtáku vůči rovině brusného kotouče otáčením stroje kolem osy A. Na tomto obrázku je znázorněno schéma ostření vrtáku s vrcholovým úhlem 116 – 118°. Změnou úhlu B (na obrázku je to 45°) můžete nastavit různé úhly ostření. Stroj s uchyceným vrtákem se plynule otáčí kolem osy A za postupného podávání vrtáku podávacím šroubem, dokud není nabroušena celá plocha, počínaje jednou z břitů (spodní, jak je znázorněno na obrázku). Postupný posuv je nutný, aby nedošlo k přehřátí vrtačky. Poté se vrták obrátí a druhý břit se naostří.
Je třeba také zvláště poznamenat, že ostření by mělo být symetrické. Osa otáčení vrtáku vždy prochází dopředu vyčnívajícím bodem průsečíku břitů a při asymetrickém ostření se průměr otvoru zvětšuje, vibrace a vrták se může zlomit. Z tohoto důvodu je vhodné při ostření vrtáku o průměru 6 – 10 mm a méně kontrolovat symetrii ostření pomocí lupy.
Rozměrové parametry spirálového vrtáku jsou průměr a délka. Průměry spirálových vrtáků pro všeobecné použití s válcovou stopkou jsou standardizované a pohybují se od 0,3 mm do 20,0 mm v krocích po 0,05 až 0,1 mm.
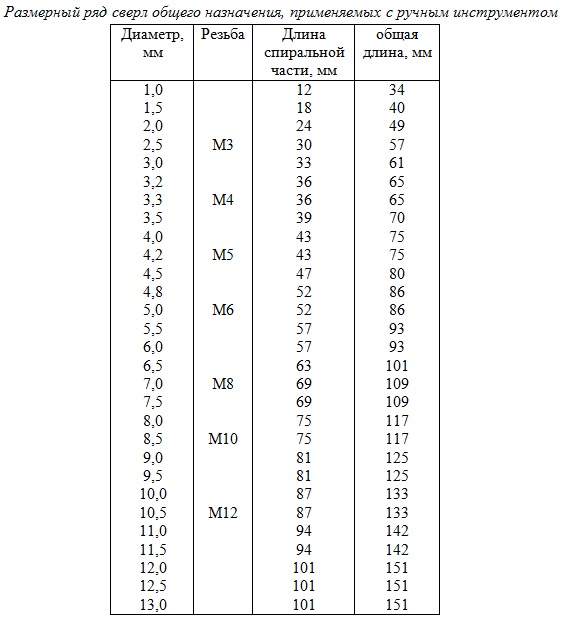
Vrtáky každé standardní velikosti mají určitou délku pracovní (kalibrační) části. Jedním z požadavků na vrtáky je schopnost je přeostřit. K minimální pracovní délce vrtáku se kvůli tomu připočítává rezerva na přebroušení vrtáku, daná možností efektivního odvodu třísek. Obecně lze vrtáky brousit na délku 3/4 původní délky pracovní části. Platí jednodušší pravidlo: pokud je délka drážky pro odvod třísek menší než 10 mm, nelze vrták přebrousit.
Na závěr lze zmínit vrtačky s levotočivým chodem. Vyžadují použití otočných vrtáků a jsou zapotřebí pouze v poměrně vzácných situacích, například pro vyvrtání zlomeného spojovacího prvku před jeho odstraněním.
Nástroje pro obrábění kovů jsou široce zastoupeny v katalogu internetového obchodu AIST.