4 hloupé mýty o svařování bez lahve se samoochranným drátem – Telegraph
Kolik už bylo napsáno a natočeno o sebeobranném drátu? Pravděpodobně se nasbírá dobrá stovka různých materiálů! Jen zřídka se však najde něco skutečně hodnotného a užitečného, ale zato se vypěstovalo spousta různých absurdních mýtů.
V tomto článku se navrhuji stručně, s využitím autorovy osobní zkušenosti a příkladů, vyvrátit hlavní mylné představy týkající se samoochranný svařovací drát. Jdeme na to ;)

pokud #1: „Samoochranný drát je jakýkoli drát s tavidlovým plněním“
Ve skutečnosti má jakýkoli drát s tavidlovým jádrem podobnou strukturu a je to něco jako elektroda obrácená naruby: tavidlo, stejně jako povlak elektrody, se nachází uvnitř drátu a při spálení tvoří plynový štít pro svařovací lázeň a struskový štít pro šev.
Ne všechny plněné dráty jsou však samoochranné – existují i „tavidla“, která vyžadují dodatečnou ochranu plynem (obvykle CO2). Takový drát se používá pro svařování kritických konstrukcí, je funkčnější a snadněji se s ním pracuje, na rozdíl od samoochranného drátu, který například nebude schopen svařovat svislé švy na stoupání.
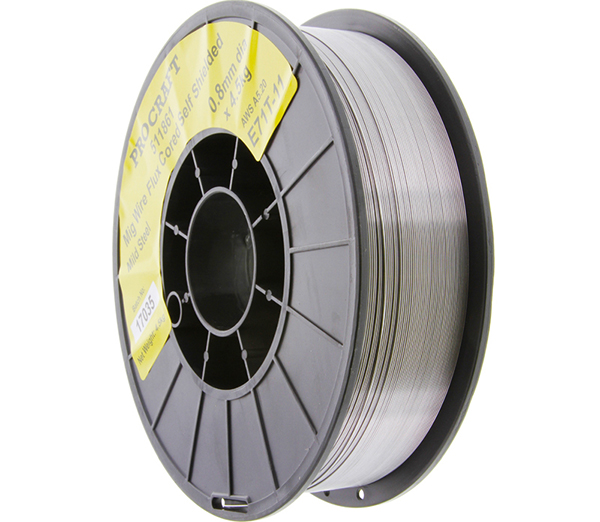
Nejčastěji v prodeji najdete samoochranný trubičkový drát, označený jako E71T-GS (GS – “GasleS„Bez plynu“).
Může být také označen plněný drát, který vyžaduje dodatečnou ochranu plynem z lahve GS (“Gtak jako-S„chráněný“ (anglicky: „chráněný plynem“).
Abyste se vyhnuli nákupu jednoho drátu místo druhého, musíte si přečíst popis na obalu.
Mýtus č. 2: „Obranný drát je potřeba pouze jako záloha, když dojde plyn v lahvi.“
Mít ve svém arzenálu samoochranný drát pro případ náhlého nedostatku plynu v lahvi je jistě užitečné. Jeho základní použití je však zcela jiné: jde o schopnost svařovat konstrukce venku i za silných poryvů větru.
Mýtus č. 3: „Samoochranným drátem není možné svařit normální svar“
Asi jeden z nejčastějších argumentů od všemožných „sochařů“. Jak se říká, když svářeč neumí „svařovat“, tak má vždycky špatné elektrody a stejně tak je to i se samoochranným drátem.
Ve skutečnosti i ten nejlevnější drát dokáže vytvořit docela slušné švy. Jako názorný příklad jsem ve své dílně vytvořil tři typy švů s použitím jedné z nejběžnějších a nejlevnějších značek samostínícího drátu – DEKA (Čína).:
1. Šev v dolní poloze na T-spoji:



2. Šev v horizontální poloze u tupého spoje:


3. Šev ve svislé poloze (směrem svisle dolů):


Jak je vidět z výše uvedených fotografií, samoochranný drát dokáže vytvořit velmi dobré svary. Z vlastní zkušenosti mohu říci, že je to mnohem jednodušší, rychlejší a pohodlnější než svařování stejných spojů základním ručním obloukovým svařováním s tavitelnou elektrodou..
Kromě toho lze samoochranný drát díky své nízké hustotě použít pro svařování nízkým proudem, což snižuje příkon tepla do kovu. Samoochranný drát si také dobře poradí se svařováním rzi a dokonce i barvy a lze jej také úspěšně použít k svařování malých dílů:



Rada: Svařování samoochranným drátem musí být prováděno s přímou polaritou (kladný pól na zemi), pod úhlem dopředu a s krátkým prodloužením drátu – od 1 až 3 mmTímto způsobem získáte husté a kvalitní švy a rozstřik bude minimální.
Také nezapomeňte z hořáku vyjmout plynovou trysku. – bude to bránit udržení krátkého prodlužovacího kabelu a také se to silně ucpe.
Mýtus č. 4: „Svařování drátem s vlastní ochranou není ziskové, protože je drahé.“
Další zavádějící zpráva od lidí, kteří pravděpodobně nikdy ani neviděli samoochranný drát, natož s ním pracovali.
Ve skutečnosti se svařování provádí metodou FCAW-SS mnohem výnosnější, než základní svařování tavnými elektrodami. Například z mých osobních pozorování je kilogramový kotouč samoochranného drátu 0.8 – 1.0 mm a cena 600-800 rublů srovnatelný s 6-7 kilogramy elektrod o průměru 3 mm.
Jednoduše řečeno: s 1 kg cívkou samostínícího drátu vykonáte stejné množství práce jako s 6–7 kg 3 mm silných elektrod.
Celý smysl je v tom, že zatímco u elektrody, vzhledem k tloušťce tyče a povlaku, můžete dát minimální šířku svaru/křížek 4-5 mm, což je často nadměrné a přehřívá kov, pak se samoochranným drátem snadno a rychle svaříte stejný spoj s šířkou/křížek 2 mm, což bude více než dostatečné pro běžnou práci s profilovou trubkou a dalšími spoji z tenkého kovu.
Závěr: Filtrujte informace, které dostáváte online, a důvěřujte pouze ověřeným zdrojům. Lepší je si to alespoň jednou vyzkoušet sami, než číst stovky hloupých tipů od „gaučových expertů“. S úctou, EW

Poloautomatické svařování je optimální způsob spojování kovových dílů, který poskytuje jak fyzické pohodlí pro uživatele, tak vysoce kvalitní výsledky.

Typicky tato metoda využívá směsi argonu a oxidu uhličitého k ochraně před negativními vlivy ovzduší. Technologie svařování drátem pro poloautomat bez plynu, do kterého lze připojit i tavidlo, má ale také své výhody.
Obecné informace o technologii
Potřeba použití plynového prostředí vzniká z důvodu potřeby chránit svarovou lázeň před kyslíkem. Vyloučení stejného argonu snižuje ochranné vlastnosti švu, ale tato nevýhoda může být kompenzována jinými prostředky. Na základní úrovni jsou použité vybavení a spotřební materiály stejné jako pro svařování v plynném prostředí. Nejběžnějšími zařízeními pro metody tepelného nárazu jsou MIG-MAG a TAG. Povinným funkčním orgánem je také zařízení pro podávání drátu. Bez plynu se nejčastěji používá poloautomatické zařízení v kombinaci s usměrňovači a transformátorovými jednotkami, které umožňují přesnější nastavení proudu a výkonu. Jemné nastavení parametrů pracovního procesu do značné míry kompenzuje negativní faktory spojování obrobků bez ochranných prostředí.
Výhody bezplynového svařování

Použití poloautomatické svařovací technologie bez směsi oxidu uhličitého a argonu přináší mnoho pozitivních efektů, včetně následujících:
1. Z hlediska technologické organizace je výhodné opustit zařízení plynových lahví s přidruženým vybavením. Masivní konstrukce vyžadují vytvoření speciálních podmínek z hlediska bezpečnosti, takže lze očekávat snížení finančních prostředků a omezení provozních potíží.
2. Použití poloautomatického svařování klasickým drátem bez plynu rozšiřuje možnosti zpracování různých druhů materiálů. Mnoho směsí plynů má omezení v kompatibilitě s určitými povlaky drátu, takže můžeme mluvit o zvýšení univerzálnosti metody.
3. Operátor může vizuálně kontrolovat místo podávání do svařovací drážky přes masku. Při použití inertních plynů je pracovní oblouk uzavřen hořákem.
4. Zvýšení úrovně zabezpečení. Samotné tepelné zpracování s sebou nese mnohá rizika, ale absence plynu je výrazně snižuje.
Nevýhody svařování bez plynu

Je zřejmé, že vyloučení ochranného prostředí s sebou nese řadu negativních aspektů při provádění operace. Patří mezi ně následující:
Použití plněného drátu není nejlepším řešením z hlediska finančních úspor, i když ve většině případů je to jediná možná alternativa. Požadavky na kvalitu spotřebního materiálu se zvyšují. Aby se minimalizovalo poškození plynové lázně ze směsi vzduchu, vyplatí se používat výkonné zařízení a vhodné příslušenství. Použití drátu pro poloautomatické svařování bez plynu je povoleno pouze v kombinaci se zařízeními, která umožňují změnu obrácené polarity za podmínek přímého připojení. Existují také omezení v kompatibilitě režimů s plněným drátem. Zohledňuje se také citlivost materiálu obrobku na potažení tyče modifikační taveninou. V praxi jsou potíže pozorovány při práci s plechy do tloušťky 1,5 mm.
Příprava na pracovní postup

Nejprve se kontroluje pracovní zařízení. Je nutné zkontrolovat jeho funkčnost, stav elektrických součástí, funkce ochranných zařízení atd. Dále se posuzuje stav elektrické sítě. Je nezbytné, aby infrastruktura připojení zahrnovala uzemňovací zařízení. Práce s drátem pro poloautomatický stroj bez plynu může být prováděna v širokém rozsahu napětí, ale v každém případě by měly být nejprve zkontrolovány omezovací rámy. To platí zejména při připojování k sítím, které pravidelně zažívají kolísání napětí. Předem je také určen režim, ve kterém bude svařování prováděno. Na základě toho se volí typ drátu, charakteristika tavidla a další spotřební materiál, který bude použit v pracovní operaci. Zvláštní pozornost je věnována zařízením a jednotkám odpovědným za držení a podávání drátu. Mohou to být buď mechanické prostředky nebo ruční držáky. V každém případě je nutné jejich stav před svařováním vyzkoušet.
Jaký druh drátu se používá?
Doporučuje se použít plněný drát na ocelové základně ve formě trubky. Jeho průměrný průměr je 0,8-1 mm. Přímo aktivní prášková směs je podobná povlaku konvenčních elektrod, který při procesu zahřívání vytváří ochranný oblak. Kompozice může být vytvořena zejména ze struskotvorných a deoxidačních přísad, které rovněž zajišťují stabilitu obloukového hoření. Použití práškového drátu pro poloautomatický stroj bez plynu eliminuje potřebu reduktorů a nádob s ochranným prostředím, přičemž rychlost tvorby pracovních švů zůstává poměrně vysoká. Při výběru konkrétního složení prášku je důležité mít na paměti, že některé výkonnostní vlastnosti mohou být ve vzájemném rozporu. Jde o udržení stejné stability oblouku, rozstřikování taveniny a vytvoření izolačního oblaku. Zpravidla se dává přednost jedné z uvedených funkcí v souladu s konkrétním provozním režimem.
Svařovací technika
Způsob svařování bez ochranných směsí je v mnohém podobný konvenční technologii tepelné expozice v prostředí argonu nebo oxidu uhličitého. Po přípravě zařízení a spotřebního materiálu se oblouk zapálí a poté se přivede drát, čímž se vytvoří svarová lázeň. Prášková kompozice jako taková může plnit stejnou funkci jako plynová izolace, ale je tu jedna nuance – vnikání strusky nevyhnutelně vede k tvorbě defektů. Pevnostní charakteristiky mohou splňovat regulační požadavky, ale samotná konstrukce bude zdeformována a deformována. Z tohoto důvodu se často používá bezplynový poloautomatický drát s očekáváním vytvoření dvojitého švu. První vrstva bude konstrukční a druhá bude dokončovací technologická vrstva. Vnější nátěr vám umožní upravit strukturu povrchu spáry a v případě potřeby ji zpevnit.
Svařování poloautomatickým zařízením bez plynu s plněným drátem

Na rozdíl od spotřebního materiálu pro dráty je plnivo tavidla netvořící prášková směs. I když z hlediska složení může odpovídat výše uvedeným materiálům pro ochranu svařovací zóny. Obecně platí, že technologie svařování se provádí podle standardního schématu pomocí poloautomatického zařízení, ale existují určité zvláštnosti v přívodu tavidla. S taktikou provozu oblouku je v zásadě také možné automatické vedení přes usměrňovač. Jedná se o práci s poloautomatickým svařovacím strojem bez plynu na plněný drát a moderní výrobní provozy k tomu využívají i multifunkční robotické systémy. V domácích podmínkách technika krmení připomíná spíše ruční způsob. Svařovací lázeň je pokryta práškovou kompozicí pohybem hlavy poloautomatu, dokud izolace nedosáhne optimálního stavu.
Závěr

Odmítnutí použití ochrany proti plynu při svařování klade na obsluhu velkou odpovědnost, protože kvalita připojení bude do značné míry záviset na jeho zkušenostech a dovednostech při manipulaci se spotřebními materiály. Tento úkol lze začátečníkovi usnadnit výběrem správných pracovních materiálů. Optimálním řešením by byl samostínící svařovací drát do poloautomatu bez plynu, kterým lze spojovat nízkolegované a uhlíkové oceli. Tavidlo má také své výhody, ale před jeho použitím by měly být podrobně stanoveny vlastnosti spojení přes práškovou taveninu. Sebemenší chyba při výběru složení aktivních prvků spotřebního materiálu může vést k vytvoření kritických defektů během vytváření švu.